Solids control equipment capability may affect the drilling fluids program. Inadequacies in pumps, mixing equipment, or solids-control facilities will likely increase consumption of materials, and sometimes the preferred program must be modified to compensate for deficiencies in the equipment. The importance of the drilling solids control facilities to the success of the mud program deserves a more extensive treatment than can be given here.
| Table: Mud System Equipment Requirements | |||||||
|---|---|---|---|---|---|---|---|
| Equipment | Water/Light Treated Clay | Dispersed Weighted | Non-dispersed | Oil Muds | Preformed Stable Foam | Gas, Air,and Unweighted Mist |
|
| Un-weighted | Weighted | ||||||
| Well head | |||||||
| BOPs | As required for well control | As requiredfor kick control | As required for kick control | As required for well control | Generally 1 positive, 1 pipe ram and Hydril | As requiredfor control |
|
| Rotating heador stripper | May be used for under bal. drig. | May be used for under bal. drig. | May be used for underbal. drig. | Not used | Essential to divert foam. Use rotating head with Kelly and a stripper with power swivel | Essential to divert returns to waste sump | |
| Variable choke | May be used for back pressure control | Essential for kick control | Essential for kick control. May be used for back pressure control | Essential for kick control | Essential for back pressure control | Not used | |
| Surge chamber and mud separator | Not used | Essential for kick control to save gas cut mud | Essential for kick control to reclaim gas cut mud | Essential to reclaim expensivemud when gas cut | Surge chamber or cyclone type foam suppressor when foaming into a tank | Not used | |
| Discharge lines | Flow line to shakers | Flow line to shakers, choke line to surge tank and waste sump | Flow line to shakers, choke line to surge tank and to waste sump | Flow line to shakers, choke line to surge tank and/or separator | Blooie line to waste or surge tank | Blooie line to waste sump | |
| Solids Control | |||||||
| Shaker screen | High G-force shaker with the smallest screens possible | High G-force shaker with the smallest screens possible | High G-force shaker with the smallest screens possible | High G-force shaker with the smallest screens possible | High G-force shaker with the smallest screens possible | No solids control equipment needed. | No solids control equipment needed. |
| Sand trap | 20-30 bbl, with 45° bottom-large diam. dump | Be careful not to dump liquid mud | Important to settle coarse material ahead of desander-desilter units | Important to settle sand. Be careful of mud loss | No solids control equipment needed | No solids control equipment used. | |
| Desander | Important-run ahead of desilters | May be used to remove coarse material ahead of desilting equipment | Important to prevent overloading desilters or centrifuge | Can be used by dumping into tank of solvent | Normally,foam is a one-pass system, foam and solids go to waste sump | Air and solids to waste sump | |
| Desilter | Important to remove fine silts for low weight | Not used | Essential for low-solid muds | Not recommended | Not used | No solids control equipment needed. | No solids control equipment needed. |
| Mud cleaner | Important to remove fine silts for low weight | Excludes light solids on medium weight mud | Essential for drilled solids control | Useful on medium weight muds | Not used | No solids control equipment needed. | No solids control equipment needed. |
| Decanting centrifuge | Not used | Essential for eco-nomic control of high-weight muds | May be used to reclaim liquid sand dump drilled solids | Essential for high-weight mud control | Can beused to reduce weight | No solids control equipment needed. | No solids control equipment needed. |
| Degasser | May be used ahead of treatment if gas encountered | Essential in kick control for true mud weights | Essential for good kick control practice | Can be used if gas cutting a problem | Can use gas trap to separate gas and liquids | May use low pressure trap to reclaim gas | |
| Treatment | |||||||
| Mixing hopper | Minimum required for mixing clay, gel, chemicals | Maximum for rapid weight increase on kicks | Maximum required to mix polymers; located after solids control | Maximum required for mixing new mud | Not required unless additives used | Not needed | |
| Bulk barite | Not used | Essential in high- weight systems and kick control | Not used | Essential in kick control | May be used on high-weight systems | Not used | Not needed |
| Stirring and agitation ( Mud Agitaors, Mud Gun ) | Adequate for lost circ. material, top guns best | Essential to prevent settling | Important to maintain uniform system | Essential to prevent settling and maintain viscosity | Needed if additive used but not after foamer added | Not needed | |
| Waste Pit Size | |||||||
| Normal | May be small to large depending on depth and if used for settling large amount of solids and liquids | Medium, will have smaller amount of solids and more liquids | Medium, will have smaller amount of solids and more liquids | Small, will have large amount of solids, very little liquids | Small,will have large amount of solid sand small amount of liquid | Small,solids very fine, very small liquid | |
| Town lot | Most use small steel tanks and haul all solids and liquids to an approved disposal site. Volumes of solids and liquids critical to both storage space and trucking costs | Can foam into 500 bbl tank and defoam | Not used due to dust problem |
||||
| Offshore | All waste collected in small steel tanks (mud skips) for treatment before disposal | Can use existing production facilities | Not used normally | ||||
| Solids Disposal | |||||||
| Normal | Solids are left in bottom of sump after liquids are removed and buried.Deflocculation treatment of liquids may help settle more solids. | Solids are very clean and can be buried | Solids very fine but clean, can bury | ||||
| Town lot | All solids must be hauled to an approved disposal site. Disposal cost may be more than mud costs. | Oil wet cuttings may require different disposal site | Solids collected in tank after defoaming and hauled to dump | Not used, severe dust problem |
|||
| Offshore | Clean washed solids may be dumped over board, perlocal regulations, or hauled to shore on waste barges | Oil-wet solids must be washed w/solvent and detergent to dump | Solids carried by foam through prod. facilities towaste | Not used normally | |||
| Liquid Disposal | |||||||
| Normal | Nonoily fresh water fluids may be spread on land. Oily or salty fluids must be hauled to approved disposal site. May treat liquids to neutralize and deflocculate to clarity before spreading or pumping into lakes or streams. Liquidsmaybesolidifiedandmixedwithsoil. | Methods of incinerating oily waste are being investigated | Small amount of liquids. May reclaim fluids after foam breaks on long time drilling jobs | Little to no fluids for disposal | |||
| Town lot | All liquids must be hauled to approved disposal site. | Oil or oily waste may require a different disposal site ormethod | Small volumes of liquids can be dis- charged into existing prod. facilities | Little or no fluids to dispose of | |||
| Offshore | Liquid waste is collected and pumped ashore through waste lines or barged ashore for disposal | ||||||
| Biodegradability | Not degradable | Lignosulfonates biodegradable at low pH | Most polymers, starches, CMC are biodegradable | Limited degradation | Foamers, additives are biodegradable | Foamers used in mist are biodegradable | |
| Ecological effects | Fresh-water clay muds can be very beneficial to soils, particularly sandy soils. Sodium polyphosphates used as thinners degrade to ortho phosphate fertilizer. Lignite, lignins and tannins are humic acids. | Lignosulfonate muds should not be harmful pro -vided chromates are not used. | Polymer muds should not be harmful as long as chromic compound sand chlorophenate bacteriacides are excluded. | Oil mudsareno morehazardous than oiland shouldpresent no problems with adequate controlsagainst spillage andan adequatedispo- sal system. | Foam drilling com-patible with ecology since relatively small volumes of liquids are used. Drilled cuttings are large and no dust is generated. | Air drlg. can result inserious dust problem since cuttings are ground very fine and blown out with air. Addition of foamer helps, but does not cure completely. |
|
| Liquid Storage | |||||||
| Active | May be small to very large, depends on depth and lost circulation | Must be adequate to fill hole on trips; normally 300 to 700bbls. | Must be adequate to fill hole on trips; normally 300 to 700bbls. | Adequate to fill hole on trips. | 20 to 100 bbl divided tank needed so that foamable solution can be mixed and used alternately. | 10 to 20 bbl foamer tank for misting. | |
| Reserve | May be small to very large if used for settling. | Should be adequate to displace cement. | Should be adequate to displace cement and for lost circulation. | May require two tanks;one for new light-weight mud,one for heavier mud. | Not needed if water supply adequate, may be used to recycle foam solution. | None | |
| Waste | Must be adequate to contain drilled solids, and waste liquids. | Adequate to contain smaller volumes of drilled solids and liquids. | Must be adequate to contain large volume of hole solids and smaller volumes of waste liquids. | Minimal since only solids dumped, expensive mud saved. | Long pit desirable to contain surging foam returns. | Dry dust difficult to contain | |
| Dry storage | Adequate for mud and chemicals. | Proper height and size essential. | Should be proper height, size and location for mud and chemical. | Adequate for mud and chemical | Not normally needed | Not needed | |
The Solids control equipment employed in the mechanical separation of cuttings from the active mud system vitally affects mud costs. The mud engineer usually is assigned the responsibility for this equipment.
Why Use Solids Control Equipment In Process Of Drilling
The importance of controlling drilled solids has been emphasized several times in the preceding sections. The advantages of doing so may be summarized as follows:
- Less barite and mud additives are required.
- Better rheological properties exist because the reduction in plastic viscosity increases the YP/PV ratio, thereby promoting shear thinning.
- Lower plastic viscosity facilitates the removal of entrained gas, hence lower mud densities can safely be carried.
- It results in faster drilling rates, because of lower viscosity and drilled solids content.
- There is less risk of sticking the pipe, because of thinner filter cakes.
- There is less bit wear.
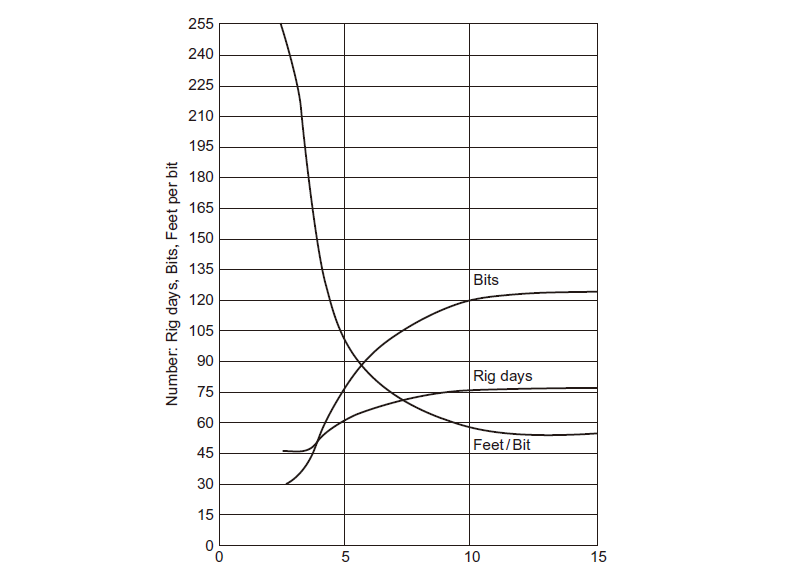
The results of a field study, shown in Figure. 1, illustrate the relationship between rig costs and solids content. Such savings are generally much greater than the cost of renting and running solids control equipment.

Solids Remove Devices Purpose
The various pieces of solids control equipment and their purpose are briefly, as follows:
- Double deck shale shakers are used to remove cuttings and coarse aggregates. They have a coarse screen, say 40 mesh, on top and an 80 mesh below. Double deck shakers are particularly advantageous when drilling solids because the 80-mesh screen removes aggregates of shale that would otherwise become dispersed and much more difficult to remove. Some modern high-efficiency shakers are capable of removing almost all of the first time circulated solids from shale muds. Development of an improved vibratory motion enables a 150-mesh screen to be used on the lower deck.
- Hydrocyclones are used to recover sand and silt. The mud is injected tangentially at the top of the bowl, and the sand and/or silt thrown to the sides by centrifugal force and discharged at the bottom, while the rest of the mud goes to the overflow. The size of the particles discharged depends on the diameter of the bowl and the specific gravity of the particles. Typically, 8-inch bowls (desanders) are used to remove coarse sand, and 4-inch bowls (desilters) to remove fine sand and silt. Some barite particles are discharged in the underflow of desilters because of their high specific gravity. Loss of this barite may be avoided by passing the underflow through a suitably sized screen that removes the larger low-gravity particles; the under- flow from the screen is returned to the system. Hydrocyclones with screens and desander cone and desilter cone are called mud cleaner.
- Decanting centrifuges are used to recover barite from surplus mud when the mud system has been diluted to reduce the colloidal clay content. The surplus mud is passed through a rotating drum, the barite is thrown out as a sludge and returned to the system, and the overflow is discarded. Pure barite is never recovered because some silt particles have the same sedimentation rate as some barite particles.
- Dewatering surplus mud. It is possible to remove clay colloids from the surplus mud by flocculating it with chemicals before centrifuging it. The process results in practically solids-free water and wet mud cake, which is much easier to dispose of than liquid mud.
- Down-hole solids control. A sub, which is placed directly above the bit, contains a high-efficiency cone that separates the mud into two fractions: a heavy fraction containing the removed solids, which is directed through two up-jets into the annulus; and a lighter fraction that passes on to the bit. In two field tests, increases in penetration rate up to 58% and improved bit life were obtained when drilling in shale.
For effective removal of drilled solids, it is essential that the shakers and hydrocyclones have enough capacity to handle the whole mud stream. Often, it is necessary to have two units operating in parallel. Using sufficient numbers and types of separators, they were able to remove all the drilled solids from an un-weighted mud in a well. Obviously, the amount of drilled solids that can be removed depends on the dispersion of the formation being drilled and on the type of mud being used. For instance, use of a non-dispersing polymer-brine mud greatly assists in solids control.
The benefits of solids control will be much less if the system is not properly designed and efficiently maintained.